Zagadnienie kontroli okresowej elektronarzędzi nabiera szczególnego znaczenia, gdy urządzenia te stanowią przedmiot wynajmu czy też narzędzia będące własnością firmy obsługują zatrudnieni w niej pracownicy. Artykuł przedstawia sposoby kontroli elektronarzędzi. Porusza również badania spawarek.
Aktualny
Badanie okresowe elektronarzędzi. Temat warty przypomnienia

Każda profesja zajmująca się pracą budowlaną wymaga stosowania różnorodnych elektronarzędzi. Nie inaczej jest w przypadku prac elektromonterów i elektryków, z tą tylko różnicą, że akurat te osoby odpowiadają również za badania i sprawdzenia prawidłowego działania poszczególnych elektronarzędzi. Warto jest przypomnieć sobie jak powinna wyglądać taka procedura oraz jak wygląda protokół ze sprawdzenia każdego z narzędzi.
Kliknij i pobierz:
Elektronarzędzia, ale także spawarki, zgrzewarki i dielektryczny sprzęt ochronny powinny być poddawane okresowym badaniom kontrolnym. Mają na celu wydłużenie eksploatacji urządzeń i maszyn, ale przede wszystkim powinny zapewnić bezpieczeństwo osób je obsługujących.
Częstość przeprowadzania badań wspomnianych wyżej urządzeń nie jest określona w aktualnie obowiązujących aktach normatywnych. Informacje takie można znaleźć w starszych przepisach, które mogą stanowić źródło wiedzy technicznej na ten temat i do których odwołuje się autor w dalszej części tego opracowania. Warto jednak w danym zakładzie pracy opracować instrukcję eksploatacji, w której należy ustalić racjonalnie dobrane częstości badań, uwzględniające intensywność wykorzystania narzędzi, a także warunki, w którym pracują (środowiska agresywne, wilgotne, suche).
Kontrola elektronarzędzi
Stosowanie elektrycznych urządzeń ręcznych wykonanych jako urządzenia II klasy ochronności, zasilanych z instalacji zabezpieczonych wyłącznikami przeciwporażeniowymi różnicowoprądowymi stwarza warunki o najmniejszym zagrożeniu występowania porażeń prądem elektrycznym. Ale elektronarzędzia użytkowane na placach budowy powinny być poddawane okresowej kontroli w zależności od kategorii użytkowania. Nieobowiązująca Norma PN- -88/E-08400-10:1998 Narzędzia ręczne o napędzie elektrycznym. Badania kontrolne w czasie eksploatacji i badania okresowe ustala terminy okresowych badań kontrolnych elektronarzędzi podczas eksploatacji w zależności od ich kategorii użytkowania. Zostały one uwzględnione w tabeli 1.
Tabela 1. Częstotliwość badań elektronarzędzi w zależności od kategorii użytkowej
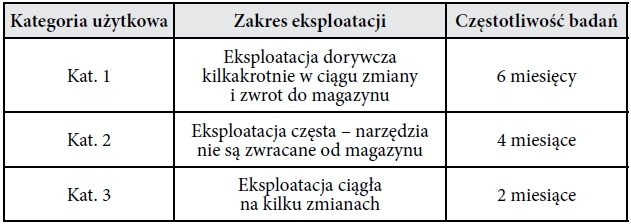
Badania należy przeprowadzać także po każdej zaistniałej sytuacji mogącej mieć wpływ na bezpieczeństwo użytkowania.
Oględziny urządzenia
Zakres prób bieżących powinien obejmować oględziny zewnętrzne i próbę ruchu. Badanie to ma sprawdzić, czy:
• elektronarzędzie dostarczono do badań w stanie wyczyszczonym,
• elektronarzędzie jest kompletne i ma czytelną tabliczkę znamionową,
• elementy obudowy zewnętrznej nie są uszkodzone,
• wtyczka nie jest uszkodzona, a jej parametry odpowiadają parametrom elektronarzędzia,
• przewód zasilający zabezpieczony jest przed wyrwaniem wtyczki i z elektronarzędzia,
• odgiętka nie jest uszkodzona, właściwie osadzona i nie wysuwa się z obudowy,
• dostępne zewnętrzne osłony, nakrętki, kapturki szczotkotrzymaczy nie są poluzowane i uszkodzone,
• działanie elementów sterujących jest prawidłowe i elementy te nie są uszkodzone,
• osłony narzędzi roboczych nie są poluzowane, uszkodzone i odejmowalne bez użycia narzędzi,
• nie ma wycieków smaru wskazujących na uszkodzenie uszczelnień.
Demontaż i oględziny wewnętrzne polegają na częściowym demontażu i sprawdzeniu, czy:
• odciążka przewodu zasilającego jest właściwie przymocowana,
• żyły przewodu zasilającego i ochronnego są dobrze podłączone oraz odpowiednio umocowane w zaciskach przyłączowych,
• osprzęt elektryczny jest poprawnie umieszczony, zamocowany i nie jest uszkodzony,
• przewody połączeń wewnętrznych są prawidłowo rozmieszczone, nie stykają się z ostrymi krawędziami i częściami wirującymi oraz nie są uszkodzone,
• silnik nie jest zabrudzony pyłem szczotkowym i smarem,
• komutator nie jest uszkodzony mechanicznie, przegrzany oraz nadmiernie zużyty,
• iskrzenie na komutatorze nie jest nadmierne,
• szczotki nie są zużyte, powierzchnie ślizgowe nie mają wyruszeń i nadpaleń,
• sprężyny szczotek są prawidłowo założone i właściwie dociskają szczotki,
• brak śladów wskazujących na nieprawidłową pracę elektronarzędzia,
• łożyska nie są uszkodzone i są nasmarowane.
Wynik tych badań jest pozytywny, gdy w ocenianych elementach nie stwierdzono uchybień.
Pomiar rezystancji izolacji
Narzędzia powinny mieć odpowiednią rezystancję izolacji i wytrzymałość elektryczną. Pomiar rezystancji izolacji należy wykonać na elektronarzędziu zimnym łącznie z przewodem zasilającym. Dodatkowo trzeba zmierzyć rezystancję przewodu zasilającego, a następnie rezystancję izolacji badanego urządzenia.
Rezystancję izolacji mierzy się, stosując napięcie prądu stałego w przybliżeniu 500 V i wykonując odczyt po upływie 1 minuty od chwili przyłożenia napięcia; przy czym elementy grzejne, jeżeli występują, powinny być odłączone.
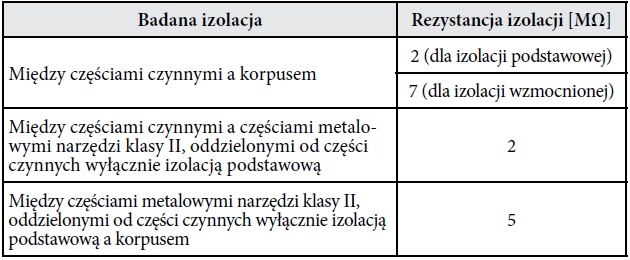
Wymagana rezystancja izolacji nie powinna być mniejsza niż wartości podane w tabeli 2.
Tabela 2. Wymagana rezystancja izolacji dla badanych elektronarzędzi
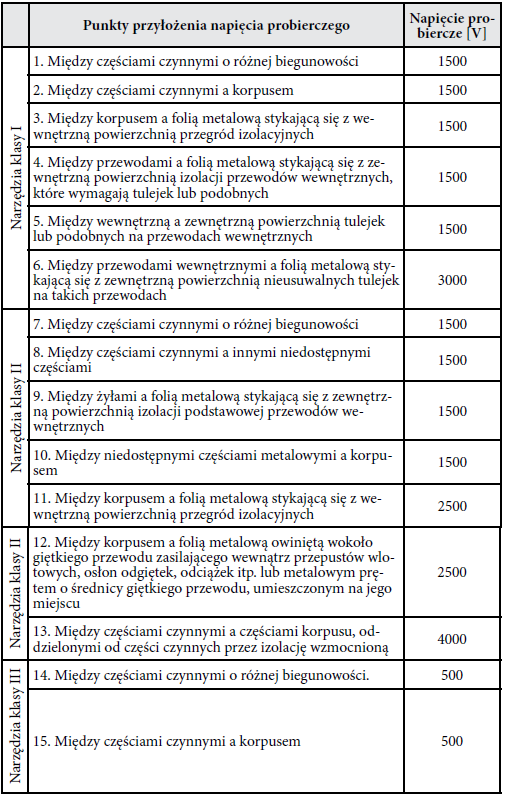
Sprawdzenie wytrzymałości elektrycznej izolacji wykonuje się po pomiarze rezystancji izolacji napięciem praktycznie sinusoidalnym 50 Hz przez 1 minutę. Wartości napięć probierczych podano w tabeli 3.
Tabela 3. Wartości napięć probierczych dla różnych punktów przyłożenia napięcia
Należy pamiętać, że sprawdzanie obwodu ochronnego urządzeń I klasy ochronności przez pomiar spadku napięcia pomiędzy stykiem ochronnym a częściami metalowymi narzędzia powinno być wykonywane napięciem U <12 V i prądem I = 1,5 IN, lecz nie mniejszym niż 25 A. Wymagana rezystancja R nie może przekraczać 0,1 Ω. Sprawdzanie biegu jałowego przeprowadzamy przez 5–10 s. Próbę ruchu należy wykonywać przed każdym użytkowaniem.
Pomiar rezystancji przewodu ochronnego elektronarzędzia
Aby sprawdzić obwód ochronny przez pomiar rezystancji pomiędzy stykiem ochronnym a częściami metalowymi elektronarzędzia I klasy ochronności, zgodnie z wymaganiami normy, należy zmierzyć tę rezystancję metodą techniczną.
W tym celu należy zestawić układ pomiarowy składający się z transformatora obniżającego napięcie sieci, autotransformatora oraz amperomierza i woltomierza. Po wyregulowaniu parametrów pomiarowych wymaganych przez normę i odczytaniu wskazań przyrządów należy obliczyć wartość rezystancji obwodu ochronnego elektronarzędzia, która nie powinna przekraczać wartości 0,1 Ω. Tak mała wartość rezystancji obwodu ochronnego jest wymagana, aby skuteczność ochrony przeciwporażeniowej na obudowie elektronarzędzia I klasy ochronności była zawsze zachowana.
Pomiar ten można zrealizować znacznie prościej, wykorzystując w tym celu podwójne gniazdo wtyczkowe i przyrząd do pomiaru rezystancji lub impedancji pętli zwarcia. Należy zmierzyć pętlę zwarcia na bolcu ochronnym drugiego gniazda wtyczkowego, zasilając obwód napięciem z pierwszego gniazda wtyczkowego, a następnie do drugiego gniazda przyłączyć sprawdzane elektronarzędzie i zmierzyć pętlę zwarcia na jego metalowej obudowie. Różnica wyników jest rezystancją obwodu ochronnego sprawdzanego elektronarzędzia, a parametry pomiarowe spełniają wymagania normy.
Badania spawarek
Urządzenia spawalnicze również powinny podlegać kontroli. Wymagania takie zawarte są w Normie PN-EN 60974-4:2011 Sprzęt do spawania łukowego – Część 4: Kontrola okresowa i badanie (oryg.). Norma przewiduje kontrole i badania okresowe oraz kontrole i badania po naprawie.
Podczas kontroli i badań okresowych należy przeprowadzić kontrolę wizualną oraz badania elektryczne i badanie działania. W ramach badań elektrycznych trzeba sprawdzić:
• napięcie w stanie bez obciążenia,
• rezystancję izolacji,
• rezystancję przewodu ochronnego.
W ramach badań po naprawie należy dodatkowo przeprowadzić badanie działania, które podczas badań okresowych nie jest wymagane.
Podczas badania działania trzeba sprawdzić:
• Działanie – jego zgodność powinna być zweryfikowana przez uruchomienie urządzenia i sprawdzenie, czy spawalnicze źródło energii działa poprawnie.
• Urządzenie włączające/wyłączające obwód zasilania. Urządzenie to powinno:
– otwierać lub zamykać wszystkie nieuziemione przewody sieci zasilającej;
– jasno wskazywać, czy obwód jest otwarty czy zamknięty.
Zgodność tę należy sprawdzić przez kontrolę wizualną i pomiar.
• Urządzenie obniżające napięcie. Gdy jest zainstalowane urządzenie obniżające napięcie, to powinno ono:
• zmniejszać znamionowe napięcie w stanie obciążenia, gdy rezystancja zewnętrznego obwodu spawania przekracza 200 Ω;
• wskazywać poprawne działanie. Zgodność powinna być sprawdzona przez pomiar wartości skutecznej RMS i wartości szczytowych.
Każdy magnetyczny zawór gazu (np. źródła energii TIG, MIG/MAT, PLAZMA) powinien być sprawdzony na poprawność działania.
Zgodność powinna być sprawdzona przez kontrolę wizualną i podane poniżej działania lub przez badanie określone przez producenta.
Aby wypróbować działanie magnetycznego zaworu gazu, najczęściej wystarczy uruchomić przycisk uchwytu spawalniczego oraz wzrokowo i słuchowo sprawdzić działanie zaworu. Upływ gazu sprawdzamy, zwiększając ciśnienie w układzie. Kontrola polega na ocenie, czy nie ma spadku ciśnienia. Zaleca się zwrócenie uwagi na fakt, że także giętkie przewody gazowe i ich połączenia mogą być nieszczelne.
Dodatkowo należy przetestować poprawne działanie każdej zainstalowanej lampki sygnalizacyjnej lub kontrolnej, przez kontrolę wizualną.
Rezystancja izolacji
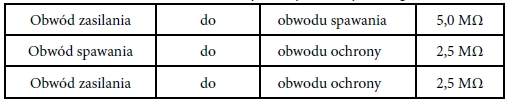
Rezystancja izolacji badanych transformatorów i spawarek nie powinna być mniejsza od wartości podanych w tabeli 4.
Tabela 4. Minimalne wartości rezystancji izolacji dla spawarek
Rezystancja przewodu ochronnego
W przypadku zasilania z sieci sprzętu spawalniczego I klasy ochronności, mającego przewody zasilające o długości do 5 m, maksymalna rezystancja przewodu ochronnego nie powinna przekraczać 0,3 Ω.
Dla przewodów dłuższych niż 5 m dopuszczalna wartość rezystancji przewodu ochronnego jest zwiększana o 0,1 Ω na każde dodatkowe 7,5 m przewodu. Maksymalna dopuszczalna wartość rezystancji przewodu ochronnego wynosi 1 Ω. Prąd upływu obwodu spawania Prąd upływu między przyłączami do spawania i przyłączem przewodu ochronnego nie powinien przekraczać 10 mA wartości skutecznej napięcia przemiennego. Zgodność musi być sprawdzona przez pomiar prądu upływu w obwodzie przedstawionym na rysunku 1, przy znamionowym napięciu zasilania i w stanie obciążenia. Obwód pomiarowy powinien mieć całkowitą rezystancję 1750 Ω ± 250 Ω i być zbocznikowany przez kondensator tak, aby stała czasowa wyniosła 225 μs ± 15 μs.
W przypadku rezystancji 1750 Ω kondensator będzie miał pojemność 130 nF.
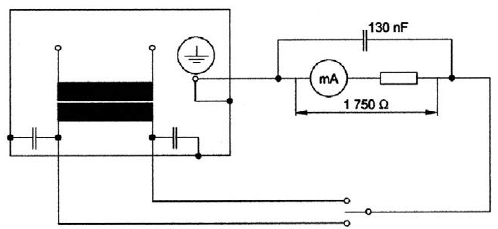
Rys 1. Pomiar prądu upływu obwodu spawania
Podczas kontroli i badań po naprawie należy przeprowadzić kontrolę wizualną oraz badania elektryczne i badanie działania. W ramach badań elektrycznych należy sprawdzić:
• napięcie w stanie bez obciążenia,
• rezystancję izolacji,
• rezystancję przewodu ochronnego.
Podczas badań działania po naprawie trzeba poddać próbie:
• działanie,
• łącznik włącz/wyłącz obwodu zasilania,
• urządzenie obniżające napięcie,
• lampki sygnalizacyjne i kontrolne.
Norma nie zawiera wymagań dotyczących częstości wykonywania opisanych wyżej kontroli i badań. W związku z tym warto stosować czasokresy zawarte w nieobowiązującym zarządzeniu Ministra Gospodarki Materiałowej i Paliwowej z 1987 r., traktując je jako zasady wiedzy technicznej.
Według zarządzenia Ministra Gospodarki Materiałowej i Paliwowej (MP z 1987 r. nr 8, poz. 70):
1. Oględziny należy wykonywać raz na kwartał, w czasie ruchu i postoju. Podczas oględzin spawarek trzeba sprawdzać:
• stan i kompletność obudowy,
• czy wtyczka i przewód zasilający nie są uszkodzone (niewypalone styki wtyczki, nieuszkodzona izolacja przewodu).
2. Przeglądy i pomiary należy wykonywać raz w roku (§ 18). Rezystancja badanych transformatorów i spawarek powinna być zgodna z danymi zawartymi w tabeli 3.
Podobne artykuły



Zobacz również


